
Evolution of the Design:
The first goal was to produce an arm "that could have happened". I wanted a simple design that could have been produced at any time in history, whether or not a gun exactly like this ever existed. Because I wanted to maximize accuracy, I needed a design with a rigid sight plane and barrel, which eliminated another screw-barrel design. Also, I wanted something a little easier to load. The Hall's design is a good one, but they tend to be very heavy, and I like a relatively lighter gun. A revolver-like mechanism (a sliding breech, harmonica, etc) has poorly controlled gas leakage, and unless it is used in an open-frame design, fouling gets all over everything. In the percussion period ,Gasitnne Rennet produced a sliding-barrel breechloading pistol, where the barrel was levered against a fixed breech. I wanted a design which was simpler to construct and had a fixed barrel. Having worked my way back through the centuries without much effect, I was left with the 15th century cannon design, where the breech was simply squeezed against the barrel.
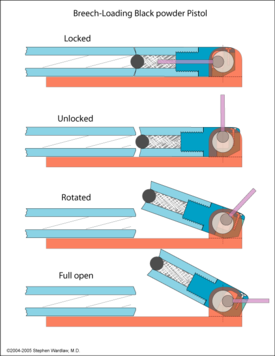 I decided to use a simple lever and crank mechanism to push the breech
back and forth. The drawing here (click to get a sharper PDF document) shows a barrel rigidly mounted to a frame
having a boss at the back where a crank is mounted. As the loading lever is pulled back, the crank rotates and
the breech is disengaged from the barrel and is swung up, allowing loading. Pushing the lever back down drops the
breech and slides it forward into the barrel. Toward the end of the stroke, the face of the breech contacts the
end of the barrel, with the remaining 20 degrees of rotation used to effect a tight squeeze fit. The crank has a
0.50" diameter, and with the 3.5" lever, the assembly provides a mechanical advantage of over 80:1.
Thus, five pounds of pressure on the loading lever gives at least a 400 pound closing force at the breech.
I decided to use a simple lever and crank mechanism to push the breech
back and forth. The drawing here (click to get a sharper PDF document) shows a barrel rigidly mounted to a frame
having a boss at the back where a crank is mounted. As the loading lever is pulled back, the crank rotates and
the breech is disengaged from the barrel and is swung up, allowing loading. Pushing the lever back down drops the
breech and slides it forward into the barrel. Toward the end of the stroke, the face of the breech contacts the
end of the barrel, with the remaining 20 degrees of rotation used to effect a tight squeeze fit. The crank has a
0.50" diameter, and with the 3.5" lever, the assembly provides a mechanical advantage of over 80:1.
Thus, five pounds of pressure on the loading lever gives at least a 400 pound closing force at the breech.
Updated note: A couple of years after I finished this project, I found that someone was there before me. The Danish gunsmith Nicolai Johan Löebnitz developed a lever-actuated breechloading action, which a Captain Frederick Scheel adopted and/or modified for the Finnish Army in 1842. This Kammerlader (or Scheel System) which uses a lever to retract and then elevate a chamber into which a paper cartridge was loaded. My design is very similar except for the use of flint igniton.
But Will It Stay Together?
Using a Green Mountain .36 caliber barrel and assuming a breech pressure of 10,000 PSI (probably much higher than it actually is..), gives a backwards force of about 1000 pounds that the mechanism must withstand. The receiver frame was milled from a billet of 4140 steel. In the old days this would have been forged, but I am no blacksmith, so I opted for my milling machine. The crank and breech were likewise made from the same steel. Since safety considerations always come first, the gun was analyzed for possible failure modes and their consequences. The weakest link, as such, was the crank cross-pin, with a diameter of 0.30". To fail here, the breech would have to simultaneously shear both sides of the pin. Multiplying the total pin shear area of 0.14 sq" by the shear strength of tempered 4140 gave a failure figure in excess of ten times the expected rearward force on the breech. Even if the cross-pin failed, the breech could only travel backwards until it was arrested by the rear boss, which was at least five times stronger than the cross-pin. If the breech did disengage due to cross-pin failure, powder gasses would escape only upward, and unless the pistol was fired from a very unusual position, the shooter and any bystanders would not be affected. So, aside from damage to my ego, I could walk away intact from any likely failure.
As shown in the picture above, the receiver design was modified from a simple lower rail to a "cradle" with a thickened keel at the bottom. This served two important purposes; first, it stiffened the frame relative to the weight, allowing most of the metal to be removed, lightening the gun, and secondly, it provided a layer of steel between the breech-barrel joint and the stock, so any escaping powder gasses could not damage the stock. As I found out later, however, I inadvertently created another potentially disasterous problem.
To mount the barrel to the frame, I bored a 3/8" hole partly into the bottom barrel flat and press fit a hardened steel plug which extended out about 3/8" from the bottom of the barrel. This fit into an oval socket in the frame where it could move back and forth but was otherwise tightly constrained. A 1/4" X 28 screw in the end of the frame extended into the oval pocket so it could bear on the front side of the plug, allowing precise adjustment of the barrel-breech spacing and preventing any forward motion of the barrel. The barrel was then pulled to the frame with two 10-32 screws.
The Good Gunsmithing "Seal" Of Approval?
A very important design consideration was how to actually form the joint between the breech and the barrel. If a simple flat fit joint was used, any misalignment could affect the ball as it left the breech, and there would surely be some gas leakage. A conical mating joint would improve alignment but would only marginally improve the potential for leakage. I then remembered a type of joint commonly used by glass blowers - a hemispherical ball joint. This type of joint allows a wide degree of rotation while remaining gas-tight. To build the joint, I cut a slight cone into the breech, similar to that shown in the first drawing above. Then, the barrel was chucked in the lathe and a matching cone was cut on the breech end of the barrel, but leaving about a 1/8" long, 1/8" thick rounded extension. Grinding compound was put on the cut end, and as the lathe turned, the breech was brought into contact by hand, using a slightly wobbly motion. Since the only contact was at the extension, a partially hemispherical mating surface was ground into the barrel and breech, which allowed gas-tight contact over an angle of a few degrees - more than enough to allow for any small barrel-breech misalignment. With everything now ready to go, it was off to proof testing...
"Please To Light Fuse And Retire"
In proof testing, the usual routine is to use a double charge of powder and double ball. Since the powder
volume in this pistol is fixed at a maximum of 30 grains and only a single ball will fit in the breech, a double
ball situation was created by pounding a second ball into the rear of the barrel.  Instead of using the proverbial tire, the assembly was
mounted using a length of rope cris-crossed over it and screwed to my shooting bench. A piece of paper was placed
above the breech-barrel joint to detect any powder residue. The charge was ignited with a "quick match"
made by coating a length of tape with powder, and that was in turn ignited using an electrical contactor as
described before. A thirty foot extension cord led behind a stout
oak tree, where I crossed my fingers and let her rip.
Instead of using the proverbial tire, the assembly was
mounted using a length of rope cris-crossed over it and screwed to my shooting bench. A piece of paper was placed
above the breech-barrel joint to detect any powder residue. The charge was ignited with a "quick match"
made by coating a length of tape with powder, and that was in turn ignited using an electrical contactor as
described before. A thirty foot extension cord led behind a stout
oak tree, where I crossed my fingers and let her rip.
Oops - That's Why There's Proof Testing...
 Things didn't
look too bad as I approached the bench - at least all of the parts seemed to be there. On closer inspection
though, I could see the loading lever had sprung up, and the paper "gas detector" had vanished. Working
the loading lever showed it to be loose, even in the full forward position, so something had clearly gone wrong.
After disassembly and cleaning, it was clear that the mechanism had suffered damage. Although I had hardened and
tempered the crank, I had left the breech in its original annealed state, feeling since it was so massive and
hard - relative to the softer barrel steel - that toughening it was unnecessary. However, the surface of the
breech engaging the crank was slightly indented from the force, which allowed the breech to creep backward
slightly. Even worse was that I had left the barrel retention screws a little too long, which did not completely
engage the barrel into the receiver. This allowed the barrel retaining plug to partially upset, enough to allow
the barrel to creep forward.
Things didn't
look too bad as I approached the bench - at least all of the parts seemed to be there. On closer inspection
though, I could see the loading lever had sprung up, and the paper "gas detector" had vanished. Working
the loading lever showed it to be loose, even in the full forward position, so something had clearly gone wrong.
After disassembly and cleaning, it was clear that the mechanism had suffered damage. Although I had hardened and
tempered the crank, I had left the breech in its original annealed state, feeling since it was so massive and
hard - relative to the softer barrel steel - that toughening it was unnecessary. However, the surface of the
breech engaging the crank was slightly indented from the force, which allowed the breech to creep backward
slightly. Even worse was that I had left the barrel retention screws a little too long, which did not completely
engage the barrel into the receiver. This allowed the barrel retaining plug to partially upset, enough to allow
the barrel to creep forward.
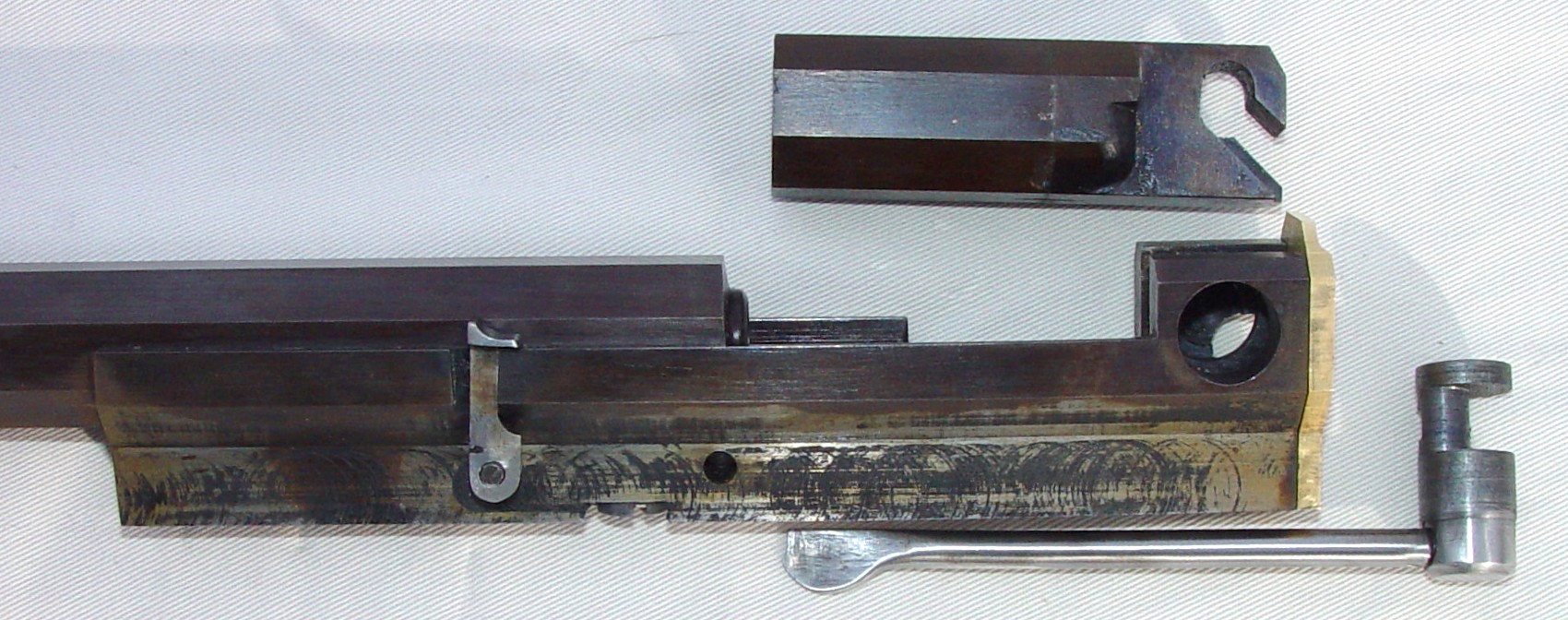
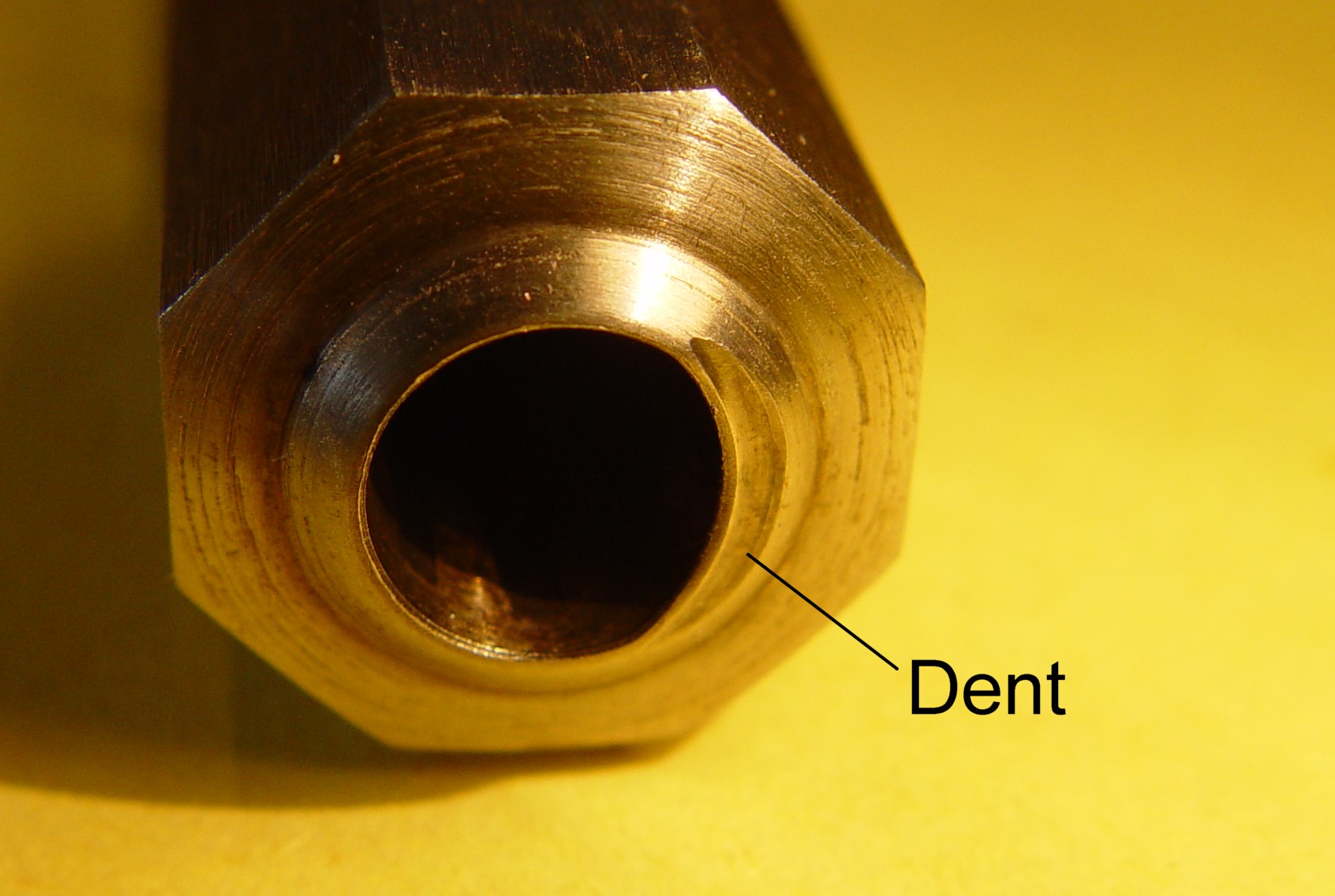 These slippages
had allowed a significant gap to open between the barrel and breech, and some powder gasses escaped. The problem
was that in making the receiver frame partially wrap the barrel, the powder gasses escaping from the bottom of
the barrel-breech joint built up pressure under the breech and literally forced it to separate upward. The photo
shows the breech end of the barrel, where the hemispherical joint surface was indented by the breech as it flew
by; it's amazing that the breech didn't end up a block away (in the picture, the bottom of the barrel is
to the right).
These slippages
had allowed a significant gap to open between the barrel and breech, and some powder gasses escaped. The problem
was that in making the receiver frame partially wrap the barrel, the powder gasses escaping from the bottom of
the barrel-breech joint built up pressure under the breech and literally forced it to separate upward. The photo
shows the breech end of the barrel, where the hemispherical joint surface was indented by the breech as it flew
by; it's amazing that the breech didn't end up a block away (in the picture, the bottom of the barrel is
to the right).
To solve this, the barrel-breech joint was re-cut so there was a large outer gap at the top and a small one at
the bottom, allowing any gas to preferentially escape upward. The breech was hardened, and the barrel screws were
correctly sized. For the final assembly, a layer of Permatex #2 was placed between the barrel and the frame.
Although the Permatex will creep slowly under pressure, it can't be moved rapidly, so it effectively
"glues" the barrel solidly in place when the pistol is fired. It also serves to keep water and fouling
out. The Permatex was also used to seal in the stainless steel vent liner. Now it was time to put it all
together.
Building the Pistol
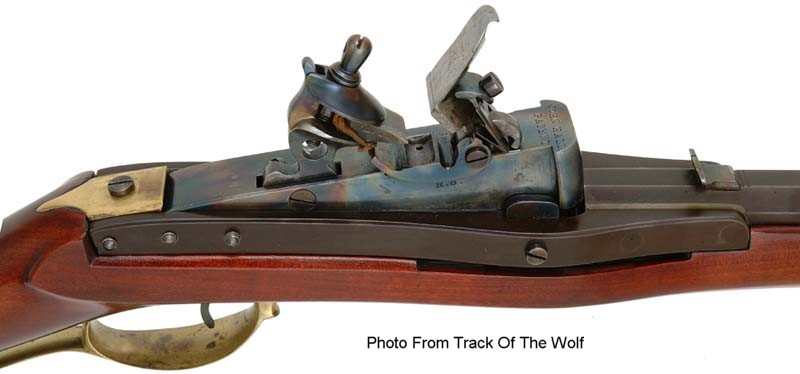
Parts were ordered from Track of the Wolf; a L&R Bailes lock was chosen as being a fast lock and correct
for the late flint period. A Davis single-set trigger, Hawken-style front sight, iron trigger guard and a block
of curly maple completed the kit. I have always been partial to the LePage style of stock, so this one was laid
out in a modification of that style, but without the large palm rest. The first job was inletting the receiver
frame to the stock. Having never done this before, I was pleasantly surprised how well it went. After first
milling the outlines of the channel, the rest of the fitting was performed with sharp gouges and a lot of
inletting black. 
Next, the lock was fitted. Since the lock also had to mate with the receiver, that part was milled out in both
the wood and the receiver. The inner recesses of the lock mortise was milled out, and the outer fit was done by
scribing and chiseling. At about this point my wife saw the work-in-progress and exclaimed "You're
making a Flintstone's gun!". I think she had a point... 
Fitting and inletting the trigger and triggerguard was the hardest part, particularly as it was a single-set
trigger. First, the trigger assembly was modified so it mated correctly with the trigger guard, and I made
exact-scale drawings of all the parts and manuvered them around until the geometry was correct. Then, the
outlines were transferred to the stock and the inletting followed these outlines. 

This finished the roughing in. The stock was sanded and scraped to its final form, stained with aqua fortis and
finished with oil. The barrel and receiver were treated to a Birchwood Casey's Plum Brown finish; the lock
and trigger guard was left in the white, finished with a steel burnisher to seal the surface and forestall
corrosion.
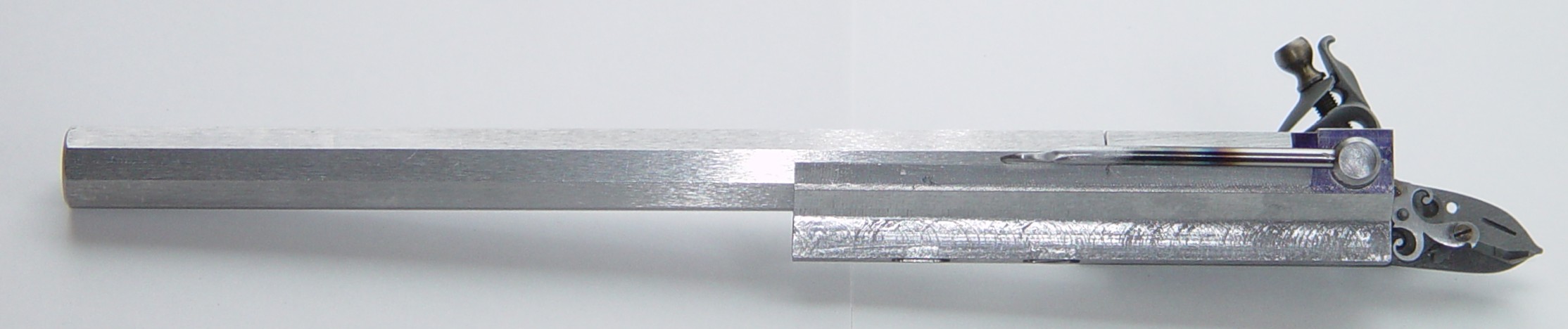
The Finished Pistol
 The barrel was cut down to nine inches to improve the balance. Note the
forestock had to be thicker than would be seen in traditional lines in order to accomodate the frame's keel.
A catch was added to positively retain the tip of the loading lever. Note that the rear sight has not been cut in
yet nor has the front sight been trimmed.
The barrel was cut down to nine inches to improve the balance. Note the
forestock had to be thicker than would be seen in traditional lines in order to accomodate the frame's keel.
A catch was added to positively retain the tip of the loading lever. Note that the rear sight has not been cut in
yet nor has the front sight been trimmed. 
In the open position, powder is poured into the breech and a ball placed in the cup-like depression. The
breech end of thebarrel has a three degree cone for swaging the .395 ball to the bore, whose grooves are
.380" across.


A close-up of the open receiver and the breech mating surface. 
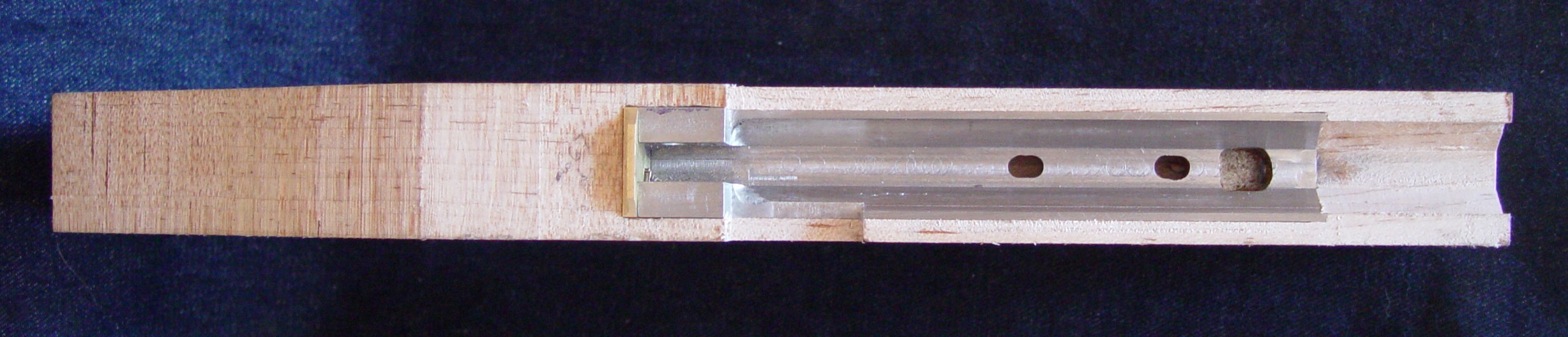
The picture below shows the barrel in its frame, the breech and the crank. The keyway breech disassembly
mechanism can be seen as the small notch in the crank cross-pin which fits the slot at the rear of the breech.
Performance
The pistol passed its second proof testing with flying colors; there was no hint of gas leakage, and the
tolerances were as tight as before the proof test. Shooting over a chronograph showed the following results;
powder charges less than the maximum were padded out with Cream of Wheat.
| Powder | 30 Grains Swiss 3F | 20 Grains Swiss 3F | 15 Grains Swiss 3F | 10 Grains Swiss 3F |
|---|---|---|---|---|
| Ave. Velocity | 1169 | 962 | 786 | 602 |
| Std. Dev. Vel. | 8 | 9 | 5 | 10 |
| Group Size | 3" [+/-] | 3" [+/-] | 3" [+/-] | 3" [+/-] |
For lubricant, the .395 round balls were coated with liquid Alox and allowed to dry; later, I will try lubricated felt over-powder wads, although the Alox seemed to do a good job. The design of the breech-barrel gas seal proved successful; after a large number of shots, there was absolutely no powder gas residue seen in the seal area, and each breech locking operation went as smoothly as the first. For this first round, the pistol was shot off a rest without the rear sight being cut, so it was aimed almost like a smoothbore. Considering this handicap, getting 3" groups at 50 yards was welcome. I was most struck by the incredible consistency of the muzzle velocities, which look like figures I would expect from a good airgun and not a black powder pistol. Also impressive was the muzzle velocity itself, almost 1200 fps with the 93 grain ball (280 foot-pounds energy). It also shot surprisingly well (and quietly) with as little as a 10 grain charge. The accuracy tests will be repeated when the sights are cut and aligned. A few weks later, a small series was shot with 30 grains of Swiss 2F, which produced an average muzzle velocity of 1040fps, but the accuracy did not seem to be as good as with the 3F.
Cleaning is a snap - the breech is removed by setting the lever and breech at a special angle, and it just slides out on a keyway; the crank and lever then pulls out the side. The breech is dropped into a bucket of water, and water is poured down the muzzle as the pistol is held upside down, so it drains out without wetting anything else. A bore brush is then run through the barrel and breech a couple of times, and the parts are reassembled after drying and lubricating. The lock is generally wiped clean in place, but it can be quickly removed and scrubbed if it gets very fouled. If the receiver needs to be more thoroughly cleaned, the single retaining bolt on the bottom is removed, and the receiver assembly is popped out and dropped into a bucket of water.
What's Next?
If I continue to have fun with this design, I am considering making a breech-loading rifle along the same lines; if the performance of the rifle mirrored that of the pistol, it would make a formidable competitor indeed. One problem, however, would be the lock geometry. In a small pistol, because of the dimensions involved, I was able to just fit the lock in place by removing material both from the lock face and the receiver. An ideal flint lock for this type of rifle would be substantially stepped, so that all parts could clear without having to compromise strength. I will be investigating a Manton stepped lock to see if that works. If I were interested in percussion, a back-action lock would work well.
Update - 19 December, 2012
Following a number of requests, I have made a set of CAD files of the relevant parts of the pistol, along with a set of mechanical drawings. The CAD files are in both Alibre and SolidWorks format and can be used for a CAM system. The '.zip' file contains the CAD files and a PDF file with printable mechanical drawings. The drawing file also has 3-D images in active PDF format, which can be zoomed and rotated to get a better idea of what the pistol looks like inside. The zip file can be downloaded HERE. If you want just the drawings, the PDF can be downloaded HERE and the construction notes HERE. Note that if you want to see the 3-D model, you have to download the PDF and view it with the newest Adobe Reader, because browser PDF readers don't have this feature.

{kind=link}
{kind=link}
{kind=link}
{kind=link}